I have managed global supply chains for over 15 years. I have seen a recurring trap: many procurement teams, pressured by unit-cost KPIs, treat headwear as a simple commodity. They focus on shaving cents off the production cost and ignore the decoration method. But the decoration is what carries your brand. If the logo fails, the hat is trash. In my experience, embroidered hats remain the industry standard because they bridge the gap between low-cost manufacturing and high-end retail perception. This guide explains why embroidery is your safest strategic bet for long-term ROI and brand integrity.
Key Takeaways:
- Perceived Value: Embroidery creates physical texture and depth. This signals premium quality to consumers and increases the lifetime of the branded asset.
- Supply Chain Stability: Digital embroidery files (DST/EMB) ensure 100% logo consistency across global factories without the risk of manual ink-mixing errors.
- Durability & ROI: Stitches become part of the fabric structure. They do not crack or peel, providing a significantly lower cost-per-wear than printing.
1.1 The “Perceived Value” Gap in Headwear Retail
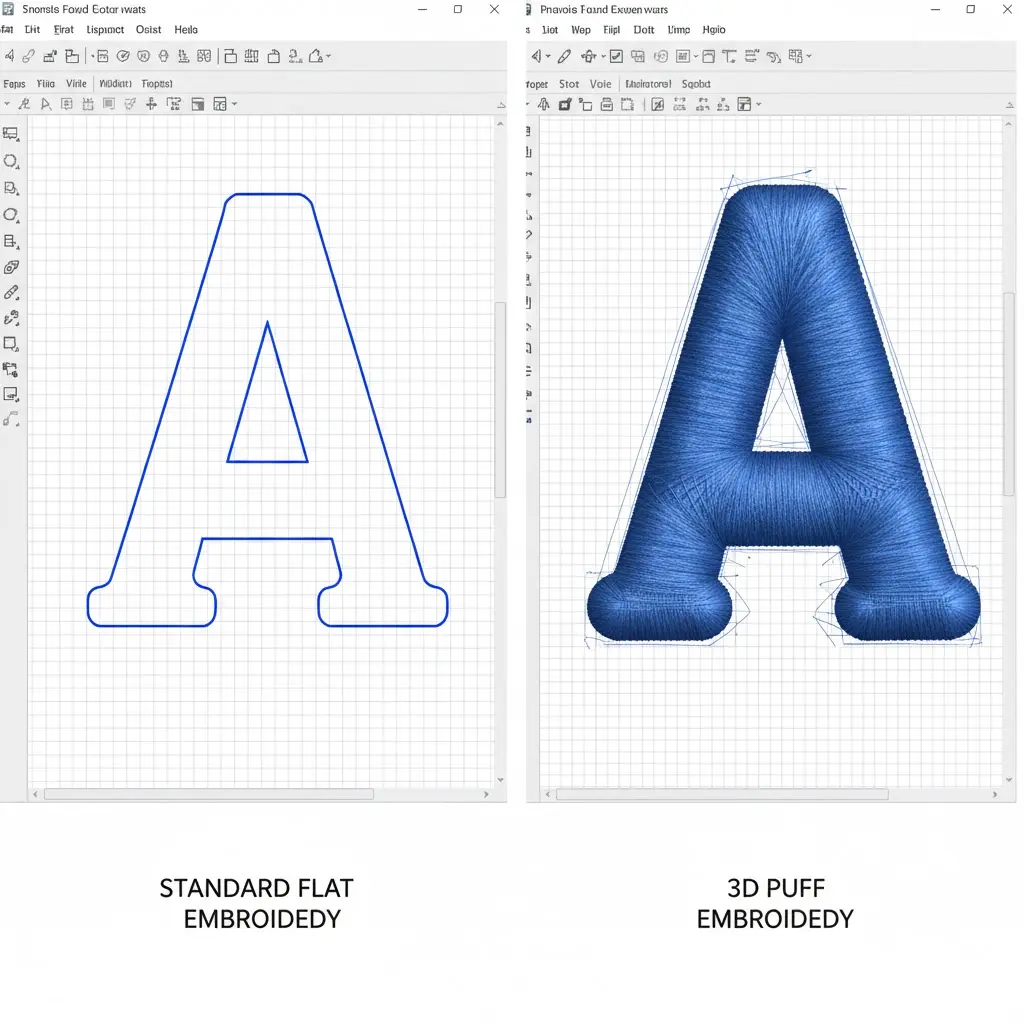
I often tell my clients that a hat is a walking billboard. But billboards are flat. A high-quality cap should not be. When a customer picks up a hat, their brain evaluates its worth in seconds. If the logo is printed, it feels like a giveaway. If the logo is embroidered, it feels like a retail-ready product. This “perceived value” gap is why top-tier brands rarely use screen printing for their primary headwear lines. We focus on embroidery because it adds weight and a 3D element that printing simply cannot replicate.
1.2 Why Procurement Managers Prioritize Decoration Over Fabric
Most buyers spend weeks arguing over cotton twill versus recycled polyester. I believe this is a waste of time if you haven’t locked in your decoration specs. Fabric is the canvas, but the decoration is the masterpiece. A $2.00 fabric with a $4.00 premium embroidery will outsell a $10.00 cashmere cap with a cheap heat transfer every time. We advise procurement teams to prioritize decoration because it is the primary driver of consumer loyalty. If the stitches are tight and the colors stay vibrant, the user wears the hat longer. This extends your brand’s reach without extra spend.
1.3 Setting the Stage: The Shift from Commodity to Branded Asset
We are seeing a major shift in the US market. Companies no longer want “cheap hats.” They want “branded assets.” A commodity hat is a cost. A branded asset is an investment. I have seen businesses reduce their total marketing spend by 15% simply by switching to higher-quality embroidery. Why? Because the hats didn’t end up in the trash. They stayed on heads for years. As we dive into the technical reasons behind embroidery’s dominance, remember that every stitch is a risk-mitigation tool for your brand reputation.
2. Why Does Embroidery Remain the Global Industry Gold Standard?
Choosing a decoration method based on a lower quote often leads to a “brand visibility failure.” A peeling or cracking logo suggests your company is transient or cheap. We use embroidery because it provides the structural permanence and high-end texture required for professional-grade gear.
Embroidery is the industry benchmark because it uses high-speed needles to sew thread directly into the fabric. This creates a tactile, 3D finish that is durable, UV-resistant, and conveys a higher retail value than flat methods like screen printing, ensuring brand integrity for years.
2.1 Structural Integration vs. Surface Adhesion
In my 15 years of auditing global factories, I have observed one fundamental truth: surface-level decorations are temporary. Ink and heat transfers rely on chemical bonds or adhesives that sit on top of the fabric. Embroidery is an mechanical integration. When we produce embroidered hats, we are essentially weaving your brand into the DNA of the cap.
The needles pass through the crown thousands of times, anchoring the thread into the buckram or the twill. This creates a “structural bond” that resists the mechanical stress of being pulled on and off a wearer’s head. For a procurement manager, this is a form of insurance. You are not just buying a logo; you are buying a permanent asset that stays sharp through heat, cold, and friction. If you want a hat that looks the same on a construction site as it does in the boardroom, stitches are the only logical choice.
2.2 The “Badge” Effect: Dimensionality and Tactical Value
There is a tactical reason why military, law enforcement, and high-end sports teams almost exclusively use embroidery. It creates a “badge.” A flat, printed logo looks like an advertisement. A three-dimensional, textured logo looks like a credential. When we discuss dimensionality in the context of embroidered hats, we are talking about shadows and light.
High-quality embroidery has height. This height catches the light, making the logo visible from a greater distance and from side angles. This “pop” factor is critical for B2B brands that want high visibility at trade shows or on job sites. Furthermore, the tactile nature of thread triggers a “quality” response in the human brain. We associate stitches with craftsmanship and ink with mass-production. By choosing embroidery, you are subconsciously telling your customers that your brand values details.
2.3 Eliminating the “Cheap Giveaway” Stigma
I have consulted for dozens of US-based procurement managers who struggled with low employee engagement for their branded gear. The problem was rarely the hat itself; it was the decoration. Employees don’t want to wear a hat that feels like a “cheap giveaway.” If the logo is a thin, cracked print, the hat stays in the closet.
Embroidery bridges the gap between a promotional item and a retail product. When you provide a hat that looks like something found in a high-end surf shop or an outdoor outfitter, the “utilization rate” of your branded asset sky-rockets. From a cost-efficiency perspective, a $6.00 hat that is worn every day is a much better investment than a $4.00 hat that is never worn. We prioritize embroidery to ensure that your marketing dollars actually stay on your team’s heads.
Insider Insight: The 3D Puff Trap While 3D embroidery (Puff) adds immense retail value, it is a high-risk process for inexperienced factories. Many suppliers hide poor digitizing by ramping up the stitch density to “crush” the foam down. This looks crisp on a sample, but it creates a stiff, unyielding surface. Because the fabric of the hat is flexible and the over-stitched 3D logo is not, the fabric will eventually “pull” away from the logo, creating ugly gaps or puckers. I always insist on seeing the “digitizing map”—if they aren’t using a specific heavy-duty underlay to trap the foam, your logo will lose its shape within months.
3. How Does Embroidery Define the Total Cost of Ownership (TCO)?
Procurement managers often fall into the trap of comparing “Sticker Prices” instead of analyzing the “Failure Rate.” I always advise my clients to look at the Economic Lifecycle of the product. A cheaper decoration method isn’t a saving if it shortens the usable life of the hat. We use embroidery because it offers the most stable long-term ROI in the headwear industry.
Embroidery provides the best TCO because it is a permanent integration. While the initial investment for embroidered hats may be higher than printing, the zero-replacement rate and superior durability result in a significantly lower “cost-per-wear” over a 24-to-36-month branding cycle.
3.1 The “Cost-Per-Wear” Metric: A B2B Reality Check
In my 15 years of global sourcing, I have seen brands waste entire budgets on “seasonal” headwear that was meant to be permanent. If a printed logo cracks after six months of UV exposure, your initial “saving” just became a 100% loss. You have to pay for the product, shipping, and customs all over again.
I look at embroidered hats through a professional lifecycle lens. When you choose high-density stitching, you are buying an asset that matches the physical lifespan of the fabric. In a 3-year procurement cycle, an embroidered cap typically costs 50% less than a printed version that requires annual replacement. My goal is to help you buy less frequently by investing in higher structural integrity.
3.2 Investment Mapping: Embroidery vs. Other Methods
To help you build a realistic budget, I have mapped the relative investment levels of common decoration methods. Rather than looking at volatile unit prices, focus on the Value-to-Investment Ratio. This allows your team to justify the choice based on long-term brand equity rather than immediate cash flow.
| Decoration Method | Initial Investment Level | Expected Lifespan | Cost-Per-Wear Index | Maintenance/Risk |
| Premium Embroidery | Medium – High | 3 – 5 Years | Lowest | None; Fade Resistant |
| Screen Printing | Low – Medium | 1 Year | High | Cracking/Peeling Risk |
| Heat Transfer | Low | < 1 Year | Highest | Peeling/Heat Sensitivity |
Note: Your total landed cost will fluctuate based on stitch count, base fabric selection (e.g., performance poly vs. organic cotton), and current global logistics surcharges.
3.3 Managing Technical Variables in Your RFQ
I often tell procurement teams: “The most expensive hat is the one your employees refuse to wear.” When you source embroidered hats, the “Setup Cost” is a one-time digital digitizing fee. Unlike screen printing, which incurs physical screen-prep fees for every color on every re-order, embroidery files are a permanent digital asset.
We prioritize embroidery because it acts as a Risk Mitigation Tool. By anchoring the brand directly into the crown, we eliminate the variable of “decoration failure.” This allows you to forecast your apparel budget with 99% accuracy over multiple years, as you only need to account for headcount growth rather than product degradation.
4. How Does Stitch Density Protect Your Brand Identity?
You send a high-res logo to a factory and expect perfection. But the hats arrive and the fabric shows through the thread. This makes your brand look “thin” and unprofessional. High stitch density is the only way to fix this.
Stitch density measures how many stitches occupy a specific area. Proper density prevents “show-through” by using a strong underlay stitch as a foundation. For high-quality embroidered hats, the density must be high enough to cover the fabric but not so high that it makes the crown stiff or causes puckering.
4.1 The Foundation: Why Underlay Stitches Matter
I often use a construction analogy when talking to my clients. The underlay stitch is the foundation of your house. You do not see it, but it holds everything up. Many low-cost factories skip the underlay to save time and thread. This is a huge mistake. Without a proper underlay, the top “satin stitches” sink into the fabric of the hat. This is why you see the “fuzzy” cotton fibers poking through a logo.
When we develop embroidered hats, we insist on a “grid” or “double-run” underlay. This flattens the fabric and creates a smooth surface for the final logo. If you are buying hats made from heavy wool or textured brushed cotton, the underlay is even more critical. I always tell procurement managers to turn the hat inside out. If you don’t see a solid network of stitches behind the logo, the factory is cutting corners on your brand integrity.
4.2 Thread Selection: Polyester vs. Rayon
The type of thread you choose determines how long the logo stays vibrant. In the past, Rayon was the standard because it has a high-gloss sheen. But Rayon is an organic-based fiber. It is weak. It breaks easily and fades fast under the sun. Today, I only recommend 100% Polyester (often called Polyneon) for professional B2B orders.
Polyester thread is built for industrial use. It is resistant to bleach and chlorine. It has high tensile strength, so the machine can run faster without thread breaks. Most importantly, it is UV-resistant. If your team works outdoors, a Rayon logo will look dull in three months. A Polyester logo will stay bright for years. We prioritize Polyester because it reduces the risk of “faded-out” branding, which makes your company look old and tired.
4.3 Backing and Stabilizers: The Hidden Structure
The “backing” is the piece of white or black non-woven fabric inside the hat. Its job is to stabilize the material while the needle moves at 1,000 stitches per minute. There are two types: “tear-away” and “cut-away.” For high-profile caps, I always recommend a heavy-weight cut-away backing.
Tear-away backing is cheaper and easier to remove. But it does not provide long-term support. After the user wears the hat a few times, a tear-away backing can disintegrate. This causes the logo to sag or lose its shape. A cut-away backing stays with the hat for its entire life. It keeps the crown firm and the logo crisp. I tell my clients to feel the inside of the logo. If it feels flimsy, the factory used a low-grade stabilizer that will fail after three months of wear.
Insider Insight: The Florida/California Rule If your brand operates in high-UV regions like Florida, California, or Texas, you must demand 100% Polyester thread. Rayon thread is beautiful and shiny, but it will degrade and lose color 40% faster than polyester when exposed to direct sunlight. I have seen black Rayon thread turn “rusty brown” in just 90 days of outdoor use. Ask your supplier for the thread brand—if they use a certified Polyneon like Madeira or Isacord, your brand is safe.
5. Is Embroidery the Safest Method for Global Supply Chain Scalability?
Managing multiple factories often leads to inconsistent branding. Colors shift and logos vary, damaging your professional reputation. Embroidery eliminates this variance through digital precision, ensuring your embroidered hats look identical whether they are made in Vietnam, China, or Mexico.
Embroidery is the most scalable decoration method because it relies on digital machine files (.DST) and standardized thread charts. This removes human error in color mixing and eliminates environmental variables like humidity, allowing for 100% consistent production across different global manufacturing facilities.
5.1 Replicability: Digital Files vs. Physical Ink Mixing
In my 15 years of managing global apparel programs, the biggest headache is “Color Drift.” If you use screen printing, a worker in a factory must physically mix inks to match your Pantone color. Humidity, temperature, and even the brand of the base ink can change the final result. If you have two different factories producing your hats, you will likely get two different shades of blue.
Embroidery solves this through digital standardization. We use a .DST or .EMB file. This file contains the exact coordinates for every needle movement. When we send this file to a factory, the machine reads the code, not the worker’s interpretation. Furthermore, we use global thread standards like Madeira or Isacord. If I specify “Madeira 1134” for your embroidered hats, that thread is chemically identical in every country. This digital-to-physical consistency is why the world’s largest brands choose embroidery for their global uniform programs.
5.2 Lead Time Efficiency: Bypassing the Drying Phase
Time is a major risk factor in procurement. Most people don’t realize that embroidery is a “dry” process. In screen printing, you must flash-dry the ink between every color layer. Then, the entire hat must go through a conveyor dryer at a specific temperature. If the dryer is too hot, the polyester fabric might scorch or shrink. If it is too cold, the ink won’t cure and will peel off later.
Embroidery has no drying time. As soon as the machine finishes the last stitch and the trimmer cuts the thread, the hat is ready for the polybag. This simplifies the production line and reduces the “bottleneck” risks that often delay shipments during peak seasons. For a procurement manager, this means a more predictable shipping schedule. You don’t have to worry about a humid day in a tropical factory delaying your entire Q4 inventory because the ink wouldn’t dry.
5.3 Small Batch Flexibility without MOQ Penalties
Scalability isn’t just about making 50,000 hats; it is also about the ability to make 144 hats for a local event without a massive price spike. Because embroidery is a digital setup, it is much easier to manage SKU proliferation. If you have ten different regional offices that need custom city names on their embroidered hats, we only need to change a small part of the digital file.
In screen printing, changing a city name would require burning a new set of physical screens for every location. That is expensive and slow. Embroidery machines are designed for this kind of “on-the-fly” change. This flexibility allows you to maintain a lean inventory. You can order large quantities of the base hat and decorate them in smaller batches as needed. This reduces your capital tie-up and prevents the “dead stock” issues that plague many B2B apparel programs.
Logic Flowchart: The Digital-to-Physical Production Path
- Global Master File: Create one .DST file for the brand logo.
- Thread Specification: Assign specific thread codes (e.g., Isacord 1902) to ensure color consistency.
- Digital Distribution: Email the file to any global factory partner.
- Machine Calibration: Factory sets the tension based on the digital instructions.
- Output: Identical embroidered hats regardless of the factory’s location.
6. How Do You Balance Factory Experience with Machine Technology?
Choosing a factory with 20 years of experience is smart, but experience cannot overcome the physical limitations of worn-out equipment. You risk inconsistent quality when a seasoned operator is forced to use a machine with mechanical “play” or vibration. We audit both the human expertise and the capital reinvestment cycle to ensure your embroidered hats meet retail standards.
The ideal embroidery partner combines long-term industry experience with a documented machine reinvestment cycle. While experienced operators can troubleshoot complex designs, modern high-speed machines (under 5-7 years old) are required to eliminate “vibration jitter” and ensure precise registration on high-detail logos.
6.1 Experience vs. Hardware: The “Software” and “Hardware” Balance
In my 15 years of global sourcing, I have learned that the best factories are not the “newest” ones, but the “most disciplined” ones. Experience is the “software” of the factory. A master embroiderer knows how to adjust tension for a specific batch of organic cotton versus performance polyester. They know how to prevent “puckering” before it happens. However, even a master cannot fix “needle deflection” caused by a worn-out needle bar in a 10-year-old machine.
When we vet a factory for embroidered hats, we look for the “Experience-Tech Intersection.” We want a factory that has been in business for decades—proving they can manage complex supply chains—but one that also treats their machinery as a depreciating asset. A factory that doesn’t reinvest in new Tajima or Barudan heads every few years is often a factory that is cutting corners on maintenance. We don’t want a “new” factory; we want an “established” factory that uses modern, high-precision tools.
6.2 The Technical Reality of “Vibration Jitter”
Why does machine age actually matter for your brand? It comes down to physics. Embroidery machines run at 800 to 1,200 stitches per minute. This creates immense vibration. Over time, the internal gears and belts develop microscopic “play.” In the industry, we call this Vibration Jitter.
On a simple block-letter logo, you might not notice it. But if your logo has fine serif fonts or intricate geometric lines, that 0.5mm of mechanical “play” will make the edges look fuzzy. Your embroidered hats will lose the “sharpness” that defines premium retail quality. This isn’t something an experienced operator can “hand-tune” away; it is a limit of the hardware. This is why we insist on factories that maintain a fleet where the average machine age is under 7 years, ensuring the mechanical precision matches the operator’s expertise.
6.3 Maintenance Logs: The True Mark of a Professional Factory
The most experienced factories I work with all have one thing in common: Maintenance Discipline. A factory that is “experienced” but has a messy floor and no oiling schedule is a high-risk partner. During a factory audit, I don’t just look at the brand of the machine; I ask to see the daily maintenance logs and the needle-replacement schedule.
A professional setup replaces needles every 8 to 16 hours of production. They check timing belts every month. This level of detail is what separates a “garage shop” from a global OEM partner. When you source embroidered hats, you are paying for this hidden discipline. Experience tells the factory how to maintain the machines, and the machines provide the output that protects your brand identity. We prioritize partners who can prove their equipment is as sharp as their staff.
Insider Insight: The “Hooping Station” Proxy To quickly judge a factory’s true level of experience and tech-savviness, look at their Hooping Station. This is where the hats are loaded into the frames. If an “experienced” factory is still using old-fashioned manual screw-hoops for high-volume orders, they are likely causing “hoop marks” (permanent bruising) on your fabric. A truly elite factory uses their years of experience to realize that Magnetic or Pneumatic hooping systems are superior. These systems prevent human error and fabric damage. If they haven’t upgraded their hooping tech, they probably haven’t upgraded their embroidery heads either.
7. How Does Embroidery Simplify Regulatory Compliance for Global Markets?
Compliance failures can trap your inventory at the border for weeks. You face massive financial losses if a random test finds restricted chemicals in your hat’s decoration. We use embroidery to lower this risk profile. It is much easier to vet a solid thread than a complex, multi-chemical liquid ink.
Embroidery is a lower-risk decoration method because it uses solid-state polyester or rayon threads. Unlike screen printing, which may contain phthalates or lead pigments, threads are generally inert. This makes it easier for embroidered hats to meet US and EU safety standards without expensive, per-batch chemical testing.
7.1 Tiered Compliance: Matching Certification to Your Market
In my 15 years of global sourcing, I have seen that not every project needs a “Gold Standard” certificate. If you are buying hats for a local construction crew, you don’t always need an Oeko-Tex Standard 100 tag. However, if you are supplying a major US retailer, that paperwork becomes mandatory.
The beauty of embroidery is that the “safety ceiling” is higher. You can choose to use premium, certified threads like Madeira or Isacord for high-stakes retail orders. For standard B2B needs, even mid-grade polyester threads are inherently safer than low-cost plastisol inks. I advise procurement managers to define their “Compliance Tier” early. Embroidery gives you the flexibility to scale from “promotional grade” to “infant-safe retail grade” without changing your entire production line.
7.2 The Environmental Advantage of “Dry” Manufacturing
Sustainability is a moving target in the apparel industry. Most people focus on organic cotton, but they forget the water usage in the decoration phase. Screen printing requires chemical solvents to clean the screens and squeegees. This creates a wastewater stream that must be treated. If a factory has poor environmental controls, your brand is linked to that pollution.
Embroidery is a “dry” process. We don’t use liquid dyes or harsh cleaning solvents on the production floor. The waste is solid—small thread tails and stabilizer scraps—which is much easier to manage and recycle. For companies with ESG (Environmental, Social, and Governance) mandates, embroidered hats offer a cleaner narrative. You are choosing a method that reduces chemical runoff by 90% compared to traditional printing.
7.3 Navigating the “Prop 65” and CPSIA Hurdles
If you sell in California, you know the fear of Proposition 65 warnings. These are often triggered by phthalates used to make printing inks flexible. Because thread is already flexible by nature, it doesn’t need these additives.
I often help clients streamline their compliance checklists by switching from plastic patches to direct embroidery. Stitches are generally exempt from many of the “small parts” and “lead content” tests that plague plastic or metal decorations. When you use embroidered hats, you reduce the number of potential “fail points” in your safety audit. This speeds up your time-to-market and reduces the cost of third-party laboratory testing.
Compliance Risk Embroidery Screen Printing Strategy Phthalates Extremely Low High Risk Choose thread for US/EU child safety. Lead Content Negligible Risk in pigments Embroidery avoids pigment-batch testing. Wastewater None (Dry) High (Chemical) Use embroidery for ESG-focused brands. Certifications Available on Request Difficult to track Ask for Oeko-Tex only when retail-required. Insider Insight: The “Retail-Ready” Pivot
Don’t pay for Oeko-Tex certification if your hats are for a one-day trade show. It adds cost to the thread that you don’t need. But, if you plan to sell your hats in “Big Box” retailers like Target or Walmart, you must insist on it. My rule of thumb: If the hat will be worn by a child or sold in a premium store, demand the certificate. If it’s for a corporate golf outing, standard high-quality polyester thread is more than enough to pass basic safety audits.
8. How Should You Vet an Embroidery Factory to Ensure Zero-Defect Delivery?
Receiving a batch of hats with loose threads or crooked logos ruins your campaign and wastes your budget. You need a partner that doesn’t just promise quality but proves it through a systematic process. I look for factories with a dual-layer inspection protocol to protect your brand.
A professional factory must employ a two-tier quality control process: a 100% manual visual inspection of every unit followed by a secondary AQL 2.5 random audit. This dual-layer approach ensures that embroidered hats meet retail standards and catches any human errors before the final shipment leaves the floor.
8.1 The Dual-Layer Inspection: 100% Check + AQL 2.5 Audit
In my 15 years of global sourcing, I have seen many factories claim they “check everything.” But I know that human workers get tired. If a worker looks at 5,000 hats in a day, they might miss a small thread break. This is why the best factories use a two-step system. First, every single hat undergoes a 100% manual visual inspection as it comes off the machine. Workers trim the “jump threads” and check the logo alignment for every piece.
But the process should not stop there. We look for factories that perform a second, independent AQL 2.5 random audit after the initial 100% check is done. This secondary audit is like a safety net. A separate QC manager pulls random samples from the final packed boxes to verify the work of the first inspectors. If the random sample fails, the entire batch goes back for re-inspection. For your embroidered hats, this dual-layer system is the only way to guarantee that your warehouse doesn’t receive a box of “rejects.”
8.2 In-House Digitizing: The Key to Design Consistency
I often tell procurement managers to ask who creates the embroidery files. Many factories outsource their digitizing to cheap third-party services. This is a red flag. Digitizing is the “brain” of the embroidery process. It tells the machine how much tension to use and where to place the stitches. If the person making the file is not in the same building as the person running the machine, you have a communication gap.
We prefer factories with in-house digitizers. Fabrics like heavy cotton twill and soft polyester react differently to needles. An in-house expert can adjust the file on the fly if they see the fabric is “puckering” or if the logo looks thin. This level of control ensures that your embroidered hats maintain brand integrity across different fabric types and colors. If a factory cannot show you their digitizing department, they are likely a middleman operation with less control over the final product.
8.3 Machine Capacity and Peak Season Risk
The biggest risk in Q3 and Q4 is the “Ghost Capacity” problem. A factory might have 50 embroidery heads, but they may be over-booked with 10 different clients. To meet your deadline, they might outsource your order to a smaller, lower-quality “shadow factory.” This is how you end up with inconsistent logos and late shipments.
I prevent this by asking for a current “Machine Loading Schedule.” You want to see that the factory has enough “heads” (individual embroidery stations) to handle your volume in-house. A professional industrial machine has 12 to 20 heads. If you are ordering 10,000 embroidered hats, and the factory only has a few machines, your lead time will spike. We prioritize factories that show us their actual output data and their reinvestment logs. This proves they have the hardware to match their years of experience.
| Vetting Criteria | High-Quality Factory | Low-Quality Factory |
| QC Protocol | 100% Manual Check + AQL 2.5 | “Visual Check” only |
| Digitizing | In-house experts | Outsourced to 3rd party |
| Hooping Tech | Magnetic or Pneumatic | Manual screw-hoops |
| Machinery | Documented maintenance logs | No maintenance history |
| Capacity | Clear machine loading schedule | Vague promises of “fast” delivery |
Insider Insight: The “Hooping Station” Test Ask for a photo of the “Hooping Station.” This is where workers load the hats into the frames before they go on the machine. If a factory is still using old-fashioned, manual screw-tightened hoops for high volumes, walk away. Manual hooping leads to “hoop marks” or “bruising” on the fabric. These are shiny, permanent rings that ruin the look of a premium cap. Elite factories use Magnetic or Pneumatic hooping systems. These systems provide even pressure and do not damage the fabric fibers. If they haven’t invested in their hooping tech, they aren’t ready for professional B2B work.
9. When Should You Pivot from Standard Embroidery to Hybrid Methods?
Standard embroidery is the industrial gold standard, but it is not a magic solution for every design. You risk producing unreadable, distorted branding if you force complex gradients or microscopic text into a needle-and-thread process. We help procurement teams identify the technical “cutoff point” where hybrid methods offer a more reliable return on investment.
Pivot from standard embroidery to hybrid methods when logos contain text under 4mm, complex color gradients, or photographic detail. Options like Sonic Welded Rubber (PVC) patches or Sublimated patches with stitched borders provide superior clarity while maintaining the professional texture associated with premium embroidered hats.
9.1 The 4mm Rule: Industrial Safety vs. Physical Limits
In my 15 years of factory-floor experience, I have seen many buyers push for 2mm or 3mm tall serif fonts. While a master digitizer can technically stitch a 3mm letter in a “lab setting,” it is a high-risk move for mass production. A standard 40-weight thread is 0.4mm thick. By the time you account for the needle holes and the natural “sink” of the fabric, a 3mm letter “e” often becomes a solid thread blob.
I advise my clients to use 4mm as the industrial safety limit for embroidered hats. This height ensures that your branding remains crisp and readable across 5,000 units, even on textured fabrics like brushed cotton or heavy twill. If you stay above 4mm, you eliminate the risk of “letter fill-in” and protect your brand from looking like a production error. If your design requires smaller text, you must pivot to a different technology to maintain integrity.
9.2 Sublimation and PVC: Solving the Detail Crisis
If your brand identity relies on fine lines, tiny taglines, or complex color gradients, embroidery is the wrong tool. Stitches are a “solid color” medium; they cannot reproduce a smooth sunset fade or a photographic image. For these designs, we use Sublimated Patches or Sonic Welded Rubber (PVC) Patches.
A sublimated patch allows for unlimited digital color detail printed onto twill, which is then secured with a satin-stitch border. This keeps the “stitched” look consumers expect from embroidered hats while achieving 100% color accuracy. PVC patches, on the other hand, offer a modern, 3D rubberized feel that is waterproof and indestructible. Both methods bypass the physical limits of the needle, ensuring your complex logo doesn’t look like a low-quality compromise.
9.3 The Reality of Asset Ownership: The .DST Buy-out
Let’s address a hard truth in global sourcing: most factories will not give you the digital embroidery file (.DST) for free. They use this file as a “hook” to keep you locked into their supply chain. If you want to move production to a different region later, you may find yourself having to pay for “re-digitizing,” which often results in a slightly different-looking logo.
I recommend a “File Buy-out” strategy for professional procurement managers. During the RFQ stage, negotiate a one-time fee—typically between $50 and $150—to own the .DST file outright. This ensures global production portability. When you own the digital asset, you can send that exact needle-map to any factory in the world. This small upfront investment prevents “brand drift” and gives you the leverage to switch suppliers if your current factory fails to meet lead times or quality standards.
10. Conclusion: How Do You Maximize Brand Equity Through Superior Decoration?
Decoration is the pivot point of your entire headwear strategy. After 15 years in global supply chains, I am convinced that the decoration method determines whether a hat becomes a long-term brand asset or immediate waste. embroidered hats remain the industry benchmark because they offer the most balanced combination of durability, perceived retail value, and global replicability.
By focusing on technical specs like stitch density, thread type, and factory maintenance cycles, you move away from “buying hats” and start “investing in brand equity.”
Final RFQ Checklist for Procurement Managers:
- Thread Specification: Specify 100% Polyester (Polyneon) for UV resistance and color fastness in outdoor conditions.
- The 4mm Limit: Ensure all text is at least 4mm tall to prevent “thread blobs” and ensure industrial-scale readability.
- QC Protocol: Demand a 100% manual visual check on the line followed by a formal AQL 2.5 secondary audit.
- Hooping Standard: Verify the use of magnetic or pneumatic hooping systems to avoid permanent fabric bruising or “hoop marks.”
- Asset Strategy: Negotiate a buy-out fee for your .DST file upfront to ensure your brand looks the same across every global factory.
Your hat is a walking billboard for your brand. When you prioritize professional embroidery standards, you ensure that billboard stays sharp and effective for the entire life of the garment.
FAQ
Q: How do I ensure logo color consistency across different production batches or seasonal re-orders?
A: You must standardize the inputs, not just the output. I advise my clients to lock in two specific variables: the digital .DST file and the specific thread brand/code (e.g., Madeira Polyneon 1134). Even if you use the same Pantone color, different thread manufacturers have slight dye-lot variances. If your factory switches thread brands to save money, your logo color will drift.
Industry Tip: Never accept “closest match” for thread. Always include the specific thread manufacturer and color code in your Purchase Order (PO). This forces the factory to use a consistent supply chain, ensuring your Q4 hats look exactly like your Q1 hats.
Q: High-volume orders often suffer from “quality fade” after the initial samples are approved. How do I prevent this?
A: This is a common risk where factories speed up machines or skip backing materials to meet tight deadlines. To prevent this, I demand a “Dual-Layer QC Report” before the shipment leaves the floor. You need to see evidence of the 100% manual visual trim and the results of the independent AQL 2.5 audit. If a factory is reluctant to share their defect logs, it usually means they aren’t actually tracking them.
Industry Tip: Ask your factory to send a photo of the “Reject Pile” from your production run. A professional factory always has a small percentage of rejected units. If they claim “zero defects” on 5,000 units, they likely skipped the inspection process entirely.
